A indústria química

Soluções de bombeamento seguras e eficientes
A indústria química caracteriza-se por processos complexos que exigem equipamentos confiáveis e resistentes, capazes de lidar com fluidos de propriedades altamente variáveis, como viscosidade, corrosividade e presença de partículas sólidas. Cada etapa da produção e do tratamento químico requer soluções de bombeamento precisas, eficientes e seguras, garantindo a qualidade do produto final e o cumprimento das normas ambientais.
As bombas de cavidade progressiva da Nova Rotors são uma referência na indústria química, graças ao seu design que permite manipular fluidos difíceis de forma segura e eficaz, reduzindo riscos e otimizando operações.
Bombas Nova Rotors para a indústria química

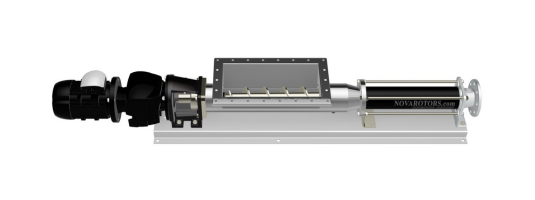
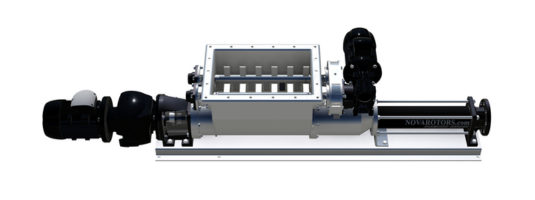
HS Série
Específica para o transporte de produtos químicos pastosos, lodos de alta viscosidade e misturas com alto teor de sólidos.
Ideal para a transferência de resinas, pastas abrasivas, lodos de processamento e resíduos de produção.
Adequada para processos de descarte e recuperação de materiais químicos densos ou difíceis de manusear.

M Série
Bomba dosadora de cavidade progressiva: Perfeita para a dosagem precisa de aditivos químicos, catalisadores e reagentes em processos produtivos.
Ideal para a injeção controlada de polímeros, ácidos, bases e outras substâncias em sistemas de tratamento.
Garante uma dosagem contínua e sem pulsações, essencial para processos químicos sensíveis.

N Série
Ideal para a transferência de fluidos químicos agressivos, abrasivos e viscosos.
Utilizada para o bombeamento de solventes, emulsões, lodos químicos e efluentes industriais.
Adequada para processos de purificação, tratamento de resíduos químicos e reciclagem de fluidos de processo.

V Série
Bomba de cavidade progressiva vertical para esvaziamento de tanques ou tambores. Utilizada para a transferência de substâncias químicas líquidas diretamente de tanques, tambores ou cisternas.
Perfeita para esvaziar solventes, óleos industriais, emulsões e outros produtos químicos de forma segura e eficiente.
Minimiza desperdícios e facilita a dosagem e o gerenciamento de fluidos em ambientes industriais.
A indústria química: Soluções de bombeamento seguras e eficientes
A indústria química caracteriza-se por processos complexos que exigem equipamentos confiáveis e resistentes, capazes de lidar com fluidos de propriedades altamente variáveis, como viscosidade, corrosividade e presença de partículas sólidas. Cada etapa da produção e do tratamento químico requer soluções de bombeamento precisas, eficientes e seguras, garantindo a qualidade do produto final e o cumprimento das normas ambientais.
As bombas de cavidade progressiva da Nova Rotors são uma referência na indústria química, graças ao seu design que permite manipular fluidos difíceis de forma segura e eficaz, reduzindo riscos e otimizando operações.
Soluções altamente seguras para o bombeamento de produtos químicos
Principais aplicações
Manuseio de produtos químicos agressivos
Bombeamento de ácidos, bases e solventes altamente corrosivos para processos de produção.
Transferência de fluidos viscosos e abrasivos
Transporte de tintas, resinas, adesivos e outros fluidos de alta viscosidade com partículas sólidas.
Dosagem precisa de aditivos químicos
Soluções de bombeamento ideais para uma dosagem exata e sem pulsação, essencial nos processos de síntese química.
Tratamento de resíduos químicos
Gestão e eliminação segura de resíduos de processos, fluidos residuais e substâncias perigosas, reduzindo o impacto ambiental.
Aplicações em ambientes de risco
Bombas certificadas para uso em áreas com risco de explosão, como instalações de produção de substâncias químicas inflamáveis.
Diferenciais
✔ Resistência a fluidos corrosivos e abrasivos – Fabricadas com materiais de alta qualidade, como aço inoxidável e ligas especiais, ideais para lidar com produtos químicos agressivos.
✔ Segurança e conformidade com normas – Todas as bombas estão em conformidade com as normas internacionais, incluindo certificações ATEX para uso em ambientes explosivos.
✔ Versatilidade – Adequadas para uma ampla variedade de aplicações, desde fluidos viscosos até produtos químicos voláteis.
✔ Eficiência e confiabilidade – Projetadas para funcionamento contínuo, com mínimos custos de manutenção e máximo desempenho operacional.
Um compromisso com a eficiência e o meio ambiente
Nossa equipe de especialistas se dedica a apoiar a indústria química com soluções que combinam eficiência operacional e respeito ao meio ambiente.
Com a Nova Rotors, as empresas do setor químico podem contar com um parceiro confiável e inovador, que oferece tecnologia avançada para enfrentar os desafios da indústria moderna e promover processos sustentáveis e de ponta.
Produtos recomendados