Cervecerías

Soluciones de bombas para la industria cervecera
Las bombas de cavidad progresiva son esenciales para la industria cervecera, garantizando una transferencia suave y eficiente del mosto, la cerveza y los subproductos del proceso. Gracias a su tecnología de cavidad progresiva, estas bombas aseguran un flujo constante y sin pulsaciones, ideal para manejar líquidos viscosos, levaduras e ingredientes sensibles a la oxidación.
En el sector de la producción industrial de cerveza, las bombas de cavidad progresiva se utilizan en numerosas operaciones, como:
• Transferencia del mosto durante las diferentes etapas del proceso de producción.
• Movimiento de levaduras y suspensiones sólidas sin alterar la calidad del producto.
• Dosificación precisa de aditivos y auxiliares tecnológicos.
• Gestión de subproductos como los bagazos y los lodos de fermentación.
Una gran ventaja de las bombas de cavidad progresiva es su suavidad en el tratamiento del producto, evitando la aireación y la formación de espuma que podrían comprometer la calidad.
Las bombas Nova Rotors para cervecerías industriales

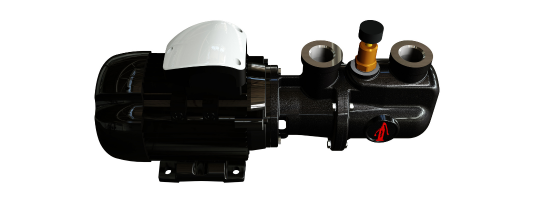
Bomba de Cavidad Progresiva Dosificadora Sanitaria MX Series
Ideal para la dosificación precisa de levaduras, aditivos y estabilizantes. Garantiza uniformidad y precisión, reduciendo desperdicios y optimizando la calidad del producto. Diseño sanitario para una limpieza óptima.

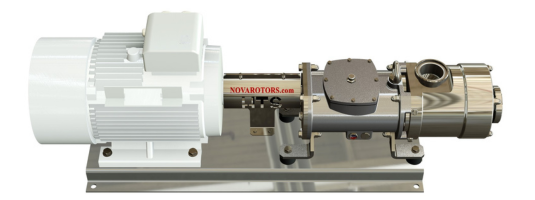
Bombas Sanitarias de Cavidad Progresiva X Series
Perfectas para el trasvase delicado de mosto y cerveza sin alterar su sabor. Tecnología de cavidad progresiva, que garantiza un flujo constante y sin pulsaciones. Construcción en acero inoxidable. Disponibles en cumplimiento con 3-A Sanitary Standard, EHEDG y normativas FDA.

Bombas Sanitarias de Cavidad Progresiva HX Series
Específicas para la manipulación de suspensiones sólidas y levaduras, asegurando un tratamiento delicado del producto. Transferencia eficiente con máxima higiene, gracias a la compatibilidad con CIP (Cleaning in Place). Ideales para procesos continuos con alta fiabilidad operativa.

Bombas Sanitarias de Cavidad Progresiva Serie MXF Rotor Titanio
La elección ideal y sin concesiones para cervecerías, gracias a su diseño sanitario certificado 3-A, conforme a EHEDG, que garantiza la máxima higiene y facilidad de limpieza (CIP/SIP).
Perfecta para la transferencia delicada de: Mosto caliente y frío, Levaduras y cultivos starter, Cerveza terminada (sin alterar sus propiedades), Jarabes y azúcares líquidos para la fermentación, Aromas y aditivos para cervezas especiales.
Gracias a su construcción en acero inoxidable,Rotor de titanio y la ausencia total de zonas muertas, garantiza eficiencia y seguridad en el proceso productivo.
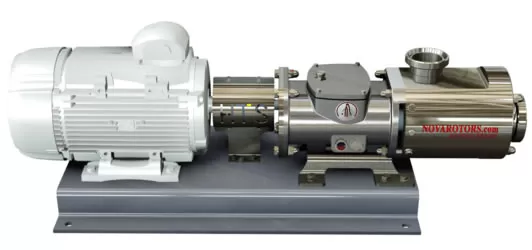
Bombas de Doble Tornillo en Acero Inoxidable HTS Raptor Series
Ideales para el trasvase de mosto, cerveza y productos sensibles, sin alterar sus propiedades organolépticas. Construcción en acero inoxidable con certificación 3-A Sanitary Standard para máxima higiene y resistencia a la corrosión. Flujo constante y sin pulsaciones, perfecto para un tratamiento delicado del producto. Compatibles con sistemas CIP y SIP, garantizando una limpieza efectiva y segura. Alta eficiencia y fiabilidad, reduciendo tiempos de inactividad y optimizando los procesos de producción. Bombas conformes con los estándares EHEDG.
Aplicaciones principales
Transferencia de mosto
Las bombas de las series X y HX garantizan un transporte homogéneo sin introducir aire, evitando procesos de oxidación no deseados.
Gestión de levaduras
Las bombas de las series MX y HX permiten el manejo de levaduras sin dañar su estructura celular, preservando su potencial fermentativo.
Dosificación de aditivos y estabilizantes
Las bombas de la serie MX permiten una dosificación precisa y controlada, optimizando la calidad del producto final.
Manejo de bagazo y lodos de fermentación
Las bombas de la serie HX, (HXF) son ideales para la gestión de subproductos, garantizando una eliminación eficiente del bagazo y los residuos de fermentación.
Transferencia de mosto y cerveza terminada
Las bombas de doble husillo de la serie HTS Raptor garantizan un traslado delicado sin alterar las propiedades organolépticas.
- Jarabes y concentrados de malta – gracias a su capacidad de manejar líquidos viscosos.
- Levaduras y suspensiones sólidas – manteniendo la integridad celular para un proceso de fermentación óptimo.
- Sustancias sensibles a la temperatura – como cervezas artesanales sin pasteurizar, evitando choques térmicos o variaciones indeseadas.
Ventajas de las bombas de tornillo excéntrico de Nova Rotors en cervecerías
- Manipulación delicada – Sin alteración en la calidad del mosto y la cerveza gracias a un traslado sin pulsaciones.
- Higiene certificada – Materiales conformes con los estándares FDA y 3-A Sanitary Standard para un entorno de producción seguro.
- Eficiencia y fiabilidad – Adecuadas para procesos continuos con bajos requerimientos de mantenimiento.
- Versatilidad – Capacidad de manejar tanto líquidos de baja viscosidad como productos más densos como bagazo y lodos.
- Limpieza simplificada – Compatibles con sistemas CIP y SIP para una sanitización eficaz sin desmontaje.
Las bombas de tornillo excéntrico de la serie Diamond de Nova Rotors representan una solución estratégica para las cervecerías industriales, mejorando la eficiencia productiva y garantizando la máxima calidad del producto final.
Un compromiso con la eficiencia y el medio ambiente
El uso de bombas monovite en la industria cervecera representa una solución avanzada para mejorar la eficiencia energética y reducir el impacto ambiental. Gracias a su diseño simple y eficiente, estas bombas optimizan el transporte de líquidos, reduciendo el consumo de energía y minimizando el riesgo de contaminación del producto. Además, el uso de inversores y motores de alta eficiencia permite ajustar de manera óptima la velocidad y el flujo, reduciendo aún más el consumo energético y mejorando la gestión de todo el proceso de producción. El uso de materiales certificados y su capacidad para operar a bajas velocidades garantiza un proceso de producción más sostenible, preservando la calidad de la cerveza y reduciendo los desperdicios.
Elegir las bombas monovite con inversores y motores eficientes significa invertir en una tecnología innovadora que responde a las necesidades de eficiencia y sostenibilidad, mejorando no solo la calidad del producto, sino también la huella ecológica de todo el proceso productivo.
Productos recomendados