die chemische Industrie

Die chemische Industrie: Sichere und effiziente Pumpenlösungen
Die chemische Industrie zeichnet sich durch komplexe Prozesse aus, die zuverlässige und widerstandsfähige Geräte erfordern, die in der Lage sind, Flüssigkeiten mit stark variierenden Eigenschaften wie Viskosität, Korrosivität und festen Partikeln zu bewältigen. Jede Phase der chemischen Produktion und Verarbeitung benötigt präzise, effiziente und sichere Pumpenlösungen, um die Qualität des Endprodukts zu gewährleisten und Umweltvorschriften einzuhalten.
Die Exzenterschneckenpumpen von Nova Rotors sind eine zuverlässige Lösung für die chemische Industrie. Ihr Design ermöglicht den sicheren und effizienten Umgang mit schwierigen Flüssigkeiten, minimiert Risiken und optimiert Betriebsabläufe.
Nova Rotors Pumpen für die chemische Industrie

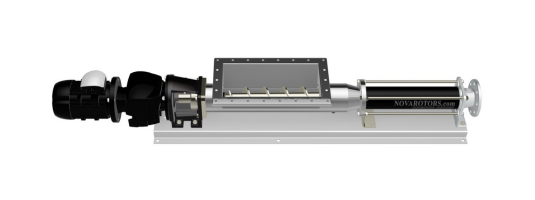
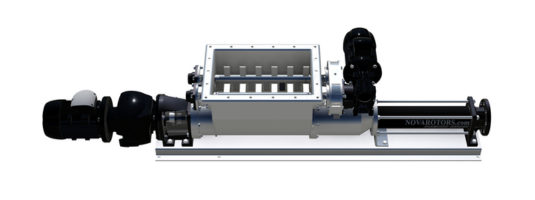
HS Baureihe
Speziell für den Transport von pastösen Chemikalien, hochviskosen Schlämmen und Mischungen mit hohem Feststoffgehalt.
Ideal für den Transfer von Harzen, Schleifpasten, Verarbeitungsschlämmen und Produktionsabfällen.
Geeignet für Entsorgungs- und Wiederaufbereitungsprozesse von dichten oder schwer zu fördernden chemischen Materialien.

Pompa M
Monospindel-Dosierpumpe: Perfekt für die präzise Dosierung von chemischen Zusatzstoffen, Katalysatoren und Reagenzien in Produktionsprozessen.
Ideal für die kontrollierte Einspritzung von Polymeren, Säuren, Basen und anderen Substanzen in Behandlungssysteme.
Gewährleistet eine kontinuierliche, pulsationsfreie Dosierung – entscheidend für empfindliche chemische Prozesse.

Pompa N
Ideal para la transferencia de fluidos químicos agresivos, abrasivos y viscosos.
Utilizada para el bombeo de disolventes, emulsiones, lodos químicos y efluentes industriales.
Adecuada para procesos de depuración, tratamiento de residuos químicos y reciclaje de fluidos de proceso.

V Baureihe
Vertikale Monospindelpumpe zur Entleerung von Tanks oder Fässern. Wird für den Transfer von flüssigen Chemikalien direkt aus Tanks, Fässern oder Zisternen verwendet.
Perfekt für das sichere und effiziente Entleeren von Lösungsmitteln, Industrieölen, Emulsionen und anderen chemischen Produkten.
Minimiert Verluste und erleichtert die Dosierung und das Flüssigkeitsmanagement in industriellen Umgebungen.
Die chemische Industrie: Sichere und effiziente Pumpenlösungen
Die chemische Industrie zeichnet sich durch komplexe Prozesse aus, die zuverlässige und widerstandsfähige Geräte erfordern, die in der Lage sind, Flüssigkeiten mit stark variierenden Eigenschaften wie Viskosität, Korrosivität und festen Partikeln zu bewältigen. Jede Phase der chemischen Produktion und Verarbeitung benötigt präzise, effiziente und sichere Pumpenlösungen, um die Qualität des Endprodukts zu gewährleisten und Umweltvorschriften einzuhalten.
Die Exzenterschneckenpumpen von Nova Rotors sind eine zuverlässige Lösung für die chemische Industrie. Ihr Design ermöglicht den sicheren und effizienten Umgang mit schwierigen Flüssigkeiten, minimiert Risiken und optimiert Betriebsabläufe.
Hochsichere Lösungen für das Pumpen von Chemikalien
Hauptanwendungen
Handhabung aggressiver Chemikalien
Förderung von Säuren, Basen und stark korrosiven Lösungsmitteln für Produktionsprozesse.
Förderung viskoser und abrasiver Flüssigkeiten
Transport von Farben, Harzen, Klebstoffen und anderen hochviskosen Flüssigkeiten mit Feststoffanteilen.
Präzise Dosierung von chemischen Additiven
Ideale Pumpenlösungen für exakte und pulsationsfreie Dosierung, die für chemische Syntheseprozesse entscheidend sind.
Behandlung chemischer Abfälle
Sichere Handhabung und Entsorgung von Produktionsrückständen, Abfallflüssigkeiten und gefährlichen Substanzen mit reduzierter Umweltbelastung.
Einsatz in explosionsgefährdeten Bereichen
Zertifizierte Pumpen für den Einsatz in explosionsgefährdeten Bereichen, wie z. B. in Anlagen zur Herstellung entzündlicher Chemikalien.
Stärken
- Beständigkeit gegenüber korrosiven und abrasiven Flüssigkeiten – Hergestellt aus hochwertigen Materialien wie Edelstahl und Speziallegierungen, ideal für den Umgang mit aggressiven Chemikalien.
- Sicherheit und Normenkonformität – Alle Pumpen erfüllen internationale Normen, einschließlich ATEX-Zertifizierungen für den Einsatz in explosionsgefährdeten Bereichen.
- Vielseitigkeit – Geeignet für eine Vielzahl von Anwendungen, von viskosen Flüssigkeiten bis hin zu Feststoff- oder hochflüchtigen Chemikalien.
- Effizienz und Zuverlässigkeit – Entwickelt für den kontinuierlichen Betrieb, mit minimalem Wartungsaufwand und maximaler Leistungsfähigkeit.
Ein Engagement für Effizienz und Umwelt
Unser Expertenteam unterstützt die chemische Industrie mit Lösungen, die betriebliche Effizienz und Umweltfreundlichkeit vereinen. Unsere Pumpen sind darauf ausgelegt, Abfall und ökologische Auswirkungen zu minimieren, während sie gleichzeitig eine sichere und verantwortungsbewusste Handhabung chemischer Flüssigkeiten gewährleisten.
Mit Nova Rotors können sich Unternehmen der chemischen Industrie auf einen zuverlässigen Partner mit modernster Technologie verlassen, der nachhaltige und innovative Prozesse fördert.
Empfohlene Produkte





Interessiert an dieser Anwendung?
Sprechen Sie mit einem Nova Rotors-Experten über Ihre Idee
Kontaktieren Sie uns